
 In outlining the process control parameters involved in optimizing the color gamut for flexo print reproduction, it was stated in Part 1 of this series that "the path forward involves the commitment to a stringent process control plan...from prepress and proofing, through plate making and on to print reproduction." In practice, however, the path for optimizing the flexo color gamut is actually reversed. True success with process control implementation begins at the press and is applied downstream from there. The same methodology applies in the determination of the appropriate print standard or specification that a particular printer may choose to adhere to. Without a solid understanding of the capabilities achievable from a set of print conditions, the entire process can easily evolve into a "tail chasing the dog" scenario.
In outlining the process control parameters involved in optimizing the color gamut for flexo print reproduction, it was stated in Part 1 of this series that "the path forward involves the commitment to a stringent process control plan...from prepress and proofing, through plate making and on to print reproduction." In practice, however, the path for optimizing the flexo color gamut is actually reversed. True success with process control implementation begins at the press and is applied downstream from there. The same methodology applies in the determination of the appropriate print standard or specification that a particular printer may choose to adhere to. Without a solid understanding of the capabilities achievable from a set of print conditions, the entire process can easily evolve into a "tail chasing the dog" scenario.
Standardization
What makes the determination and application of a general "flexo print standard" so challenging is the wide and varying range of print conditions that exist within the market segment. Varying press formats, substrates and ink systems all contribute significantly to achievable process print gamut capability. Therefore, the age old mantra of benchmarking and characterization from a given set of print conditions, with optimization remaining as an ongoing goal, remains as the basis in laying the foundation for any successful process control program.
What Can Be Automated?
- Ink viscosity and pH
- Impression and registration
- Anilox cell depth and condition
- Film surface treatment and tension
- Color variance throughout a run
Arguably, the most critical keys optimizing the flexo color gamut (establishing color conformity and consistency in flexo) remain in the choice of ink system and choice/condition of anilox rolls. Determining the "best" choice of ink system in optimizing the process color gamut, whether through the use of 4/c process or ECG, is not an arbitrary decision. It must first be based on properties required for end-use application, followed by what produces the largest gamut volume under the given set of print conditions. Maintaining ink balance on press throughout a production run is critical for a successful and reproducible outcome. Ink chemistry balance determines color, ink transfer and ink lay characteristics, as well as drying, trapping and end-use performance.
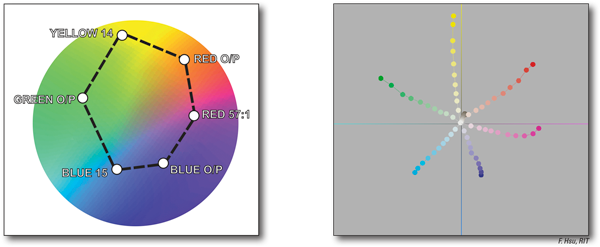
The establishment of "standards" for process ink formulation for flexo has remained an evolving process. The FQC arm of the FFTA has conducted a great deal of research and study on this topic over the past couple years, however, and has recently unveiled a general implication that for all printing processes the standards should be the same for hue angle and the variation will be in chroma. This recommended direction will aid printers in being able to more closely align with the standards outlined in ISO 12647-2 and 12647-6. As stated in FIRST 4.0, " when optimizing the color gamut, the goal is to increase chroma while maintaining hue angle and lightness. In practice, all three components change at different rates as the ink strength is increased... It is better to operate at an ink strength where normal variations result in minor hue angle changes. Additionally, it is important to evaluate the overprint colors (red, blue and green) to minimize changes that may occur in the overprints while the individual process colors perform acceptably."
The FQC study also recommends that, in the application of an ECG ink set, an important first step in the process control implementation is for the printer to work with their ink supplier in the selection of mono-pigmented formulations that will result in the closest match to the recommended OGV/RGB base colors. The printer may choose to use a commercial system with a pre-defined ink set, or create a custom ink set. The goal, obviously, lies in determining the formulations that will provide for the widest gamut possible under the given print conditions.
Optimization Steps
Once ink formulation has been established, the key ingredients in optimizing process color print capability lie in determining the anilox engraving specification and plate and mounting tape materials that will deliver the highest possible densities while minimizing dot gain and maintaining gray balance. Color is controlled by the amount of ink film that is transferred to the substrate. It has been stated often that the anilox roll remains the heart of the flexo reproduction process. Any anilox roll manufacturer will support the statement that the implementation of a successful process color control program involves the establishment of a standardized anilox inventory, followed by well defined and documented cleaning and maintenance procedures and including regular inspection and audit of cell volume and wall condition. Partnering with the roll manufacturer in the establishment of audits, banded anilox trials and ongoing cleaning and maintenance procedures remains a vital link in controlling color on a consistent basis.

Effective process control with the ink metering process continues with ink viscosity/pH and temperature control systems. Controlled viscosity has a direct impact on color hue and strength throughout a production run. Establishing a regular program for replacement of end seals and doctor blades also aids in providing more consistent and repeatable print results.
Equally important, however, is establishing the correlation in color consistency from the ink lab to the press or, in simpler terms, "color matching." Once a standardized anilox inventory has been established at press, it becomes a much more simplified process in predicting the performance of ink formulation in the lab. There exist several different methods in proofing of wet ink samples, but the most accurate and consistent results have been demonstrated when the press anilox volumes can be replicated in the ink lab. Proofing systems are available today that utilize ceramic anilox rolls engraved to match the exact volume used on press, as well as implementing doctor blades, printing plates, mounting tapes and substrate in the proofing process that replicate the correlating print condition... the proofer, in effect, becomes a "miniature printing press." Establishing and documenting acceptable "pass/fail" delta Error tolerances for wet ink samples aids considerably in ongoing process control functionality and leads to more consistent and repeatable results. In the case of process ink sets, in particular, the implementation of a CoA program with every batch of ink delivered from the manufacturer is an important step in maintaining ongoing process control.
Further Optimization
With the optimum print parameters established, the focus then turns to print benchmarking, characterization and validation. Or, more to the point, every other process downstream must be calibrated to rectify the gamut capability demonstrated by the particular set of print conditions (color profiling), and the process must be repeated in order to establish realistic targets and tolerances (statistical process control.)
Setting a Benchmark
When the optimal ink, anilox, plate and mounting tape combination has been determined, the initial step of the profiling process typically involves a "benchmark" print run that aids in determining print curve compensation to be applied to the selected profile target. The "fingerprint" or "characterization" press run then captures gamut capability achievable from a given print condition. Results achieved from this press characterization also aid in defining ongoing "run targets" for press operators as it relates to solid ink density and dot area measurements obtained from "control patches" placed on production runs.
Through the application of "standardized" targets and software programs available today, building color profiles for application in the prepress and proofing stages has evolved into a fairly automated and uncomplicated process. What remains critical, however, is conducting multiple readings from the print results in order to establish a predictable average.
As Mark Samworth so aptly states in some of his presentations involving the application of process color print in flexo, the two facts of establishing color profiles remain as:
- If your production run matches your profile run, the profile will produce accurate color.
- Your production run will not match your profile run.
Is It Worth It?
While these facts may prompt the question of "then why is it even worth it?" it all relates to the given truth that the number of variables involved in the flexo print reproduction process leads to successful process control meaures including the "smoothing" or "synchronizing" of color profiles in order to obtain the most predictable results. An equally important, yet often overlooked, component is that monitors and proofing devices are religiously calibrated to specification.
Process control in the plate making area relates largely to ensuring consistency in the finished product. This can include both instrumental and visual verification and includes parameters related to plate height, floor thickness, "overwash" specification, dot area measurement and surface tack. FIRST 4.0 provides a good general guideline for establishing and maintaining photopolymer printing plate specifications. With digital plate making there also exist certain specifications related to maintaining accurate laser focus and intensity that vary by manufacturer.
Appreciating Automation
Not to be overlooked in the establishment of an ongoing process control program is the assurance of maintaining conformity in remaining process variables-substrates, sleeves, mounting tape, raw printing plate material, proofing stocks, etc. through CoA from the manufacturer or internal verification.
- Ink viscosity and pH
- Impression and registration
- Anilox cell depth and condition
- Film surface treatment and tension
- Color variance throughout a run
All of this has resulted in increased control and a vast reduction of process variables. With that being the case, why is it then that so many printers have experienced limited success printing to standards? Part of the reason could be that we tend to place too much emphasis and focus on the individual components of the process themselves (presses, inks, anilox, plates, proofs) as compared to viewing the individual components as an integrated whole and addressing process control from that angle.
Expanding the color gamut with flexo has and will continue to lead to many dynamic opportunities for the flexo printer, particularly in the flexible packaging market segment. In the end, whichever path a particular printer may choose towards optimizing the achievable printed color gamut, the keys to success lie in the establishment of a stringent and achievable process control program at the outset, as well as aligning with the most qualified and dependable industry suppliers and partners in defining and implementing the process plan.
You can read the first part of this article here.