
While participating in a new press characterization, the customer reported they have been struggling with is variable SID (Solid Ink Density) across the web, however DOT gain is very consistent side to side. What this tells me is that while there may be parallelism between the rollers, i.e. anilox, plate sleeve, and CI (central impression drum), something outside of ink settings or impression settings is out of line. My first thought that it could be doctor blade pressure related.
I looked at the deck settings and the bar was set in excess of 3.25 or 47 psi. The press (manufacturer) technician was adamant that we not reduce this pressure because it would create leaking at each print station. Not accepting this to be a viable answer, we reduced the bar to approximately 1.5. The group immediately reported that the print sample looks 10 times better than ever. One point type, both positive and reverse, was crisp across the web and SID was consistent. Our stance is that once the blade is at optimal settings, if there is leaking it is a function and adjustment that needs to be addressed with modifying the end seal. We shouldn't compromise the life of the anilox or ink delivery because an ineffective end seal design that we could quickly modify.
While our goal here was to accomplish press characterizations for multiple substrates, I feel that the bigger win here was offering a solution to a problem that customer has struggled with. Another thing to keep in mind is that the convertor reported their biggest frustration is anilox scoring. I believe we will see a reduction in that regard as well, with the greatly reduced blade pressure.
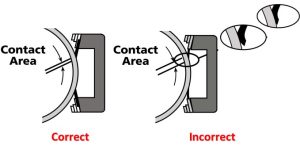
So remember this, when you look at blade pressure, assume you'll start at one bar, and probably quickly increase up to 1.5. There's a pretty fair chance that it will be wiping well at that point. Settings in excess of two bar to start off with are probably reason to question why. When using excess pressure, you're no longer using the tip to meter but the flat surface of the blade itself allowing ink to hydroplane past the blade material, often allowing foreign material and ink particles to become lodged between the blade and anilox roll.
If you want to learn more about this subject, please feel free to reach out to us by calling 1-800-445-4017, or by e-mail at: [email protected].
All Printing Resources has formed our Technical Solutions Group (TSG) to encompass our full range of expertise in all critical areas of the flexo process. This team is made up of industry professionals dedicated to being up-to-date on new technologies along with best practices. They are armed with the latest in diagnostic tools, and are experienced in problem-solving that can achieve sustainable results. The TSG have walked in your shoes, and have felt your pain.