
Based on recent thermal processing equipment optimization, we looked to identify strengths and limitations of some thermal plate processing equipment.
Equipment, Material and Measurement Devices Used
- Thermal Plate Processor
- G&J Flex-N-One 260
- Esko CDI (HD Flexo)
- ITP-M – 0.045
- Micrometer
- Troika AniCam (Flexo Plate QC)
Process Description
- Verify thermal processing reaches back exposure, determining relief.
- Verify effectivness of removing unpolymerized polymer within screen areas.
- Verify thermal processing is not damaging screens, particularly in hightlights.
- Verify thermal processing is not leaving debris/particulate on plate surface and/or relief areas.
- Verify dot quality and support structure (i.e. shoulders) and inner screen relief are sufficient for print quality and longevity.
- Test to compare results of 1-5 once the thermally LAVA processed plate is then run through a solvent processor to identify improvements or changes. (Is any additional material removed by the solvent processor?)
Data and Results
Based on thermal processors max number of 15 rotations the thermal process was able to remove 0.024” relief. If a desired relief is more then 0.024” then it would not be able to reach the back exposure based on current optimization settings (i.e. manufacturers recipe).
Relief of screened area (150 lpi, 1% tonal patch) measured a maximum of 84.3 microns (0.0033”) with shoulders broadening up to 43º as a result of unremoved polymer along shoulder surface.
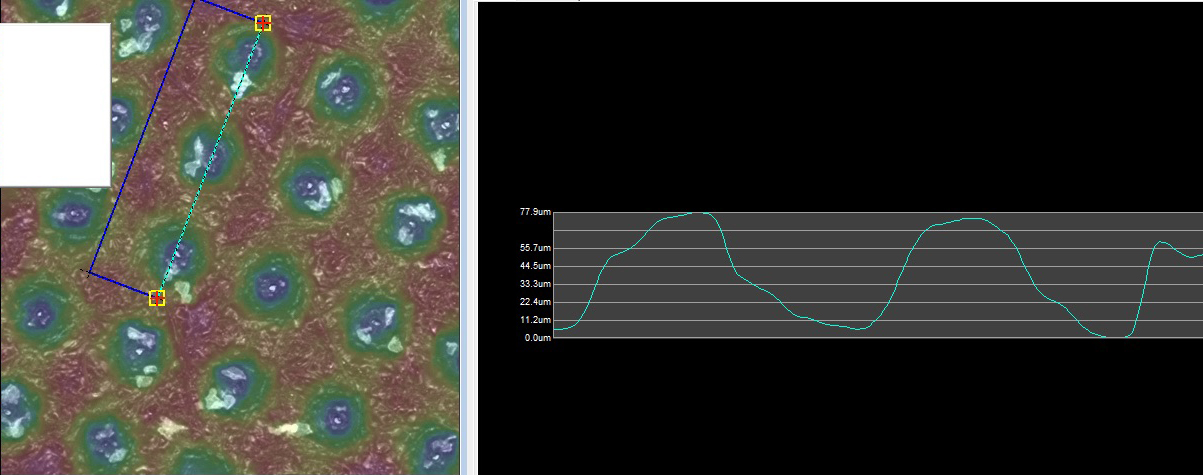
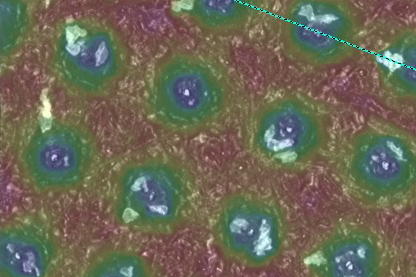
Screened areas did not appear to be damaged based on image analysis with AniCam. Dots appeared to have sufficient polymer support that is not fully removed by the thermal process.
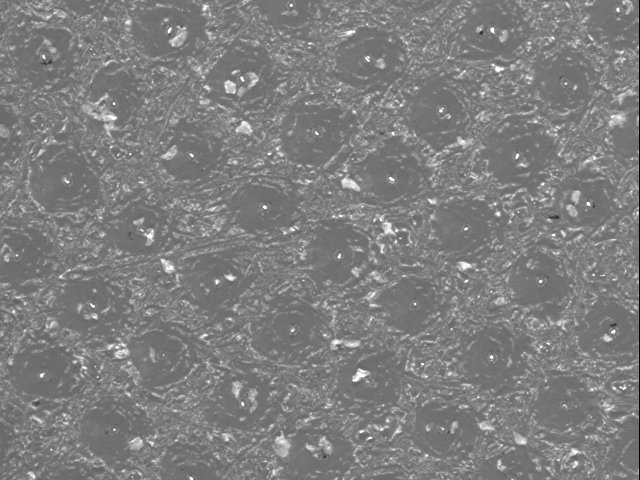
Inspection of screened areas did show some debris/particulates between dots.
Plates were not run on press; however, due to shallow screen relief, increased shoulder angles, and screen debris/particulates, data would indicate the potential for issues at some point on press. Increase shoulder angles could offer additional dot support for printing; however, this could also lead to dirty print and bridging over time decreasing print quality and press up time.
Comparison after the same thermally processed plate was passed through a solvent processor:
- Solvent processor removed an additional 0.009” of material meeting the back exposure.
- Relief of screened area (150 lpi, 1% tonal patch) measured a maximum of 111.7 microns (0.0044”) with shoulders ranging from 69º to 71º. Note: The more consistent and steeper shoulder angle would contribute to a greater relief depth. Solvent increased the relief within the screen in excess of 25%.
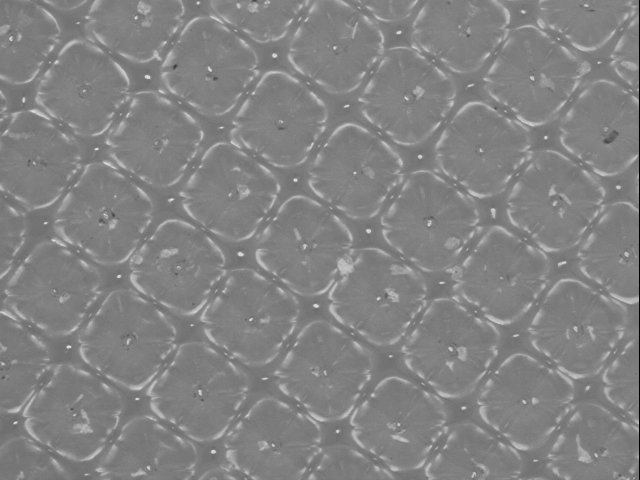
- Screened areas still did not appear to be damaged after solvent processing.
- Solvent processing removed debris and particulates.
- Plates were not run on press; however, due to increased screen relief, improved shoulder angle and removal of debris/particulates, the solvent processed plate may stay cleaner over time, maintaining print quality and press up time.
Based on these results further manufacturer optimzation (i.e. changes to the manufacturer recipe) would be suggested to yield closer results to that of the solvent processed plate.