
Submitted by Bill Poulson, Harper Graphic Solutions' Northeast Technical Graphics Advisor.
Managing your anilox rolls is a preventive way of getting control of your graphic quality as well as press efficiency. Downtime is the enemy, and every attempt made to minimize downtime is a worthwhile effort. Whether you are a wide web or a narrow web facility, gravure or flexo coating operation, you need to manage your anilox inventory. This is a subject that is often not taken seriously enough day to day in some flexo shops. You will get out of your anilox rolls what you put into them. If they are neglected you will not get the life expectancy out of these rolls, and there will be unexpected press downtime and color management issues.
Training, care and standards
The first place to start is to train all press and support personnel on the importance of proper handling and care of your anilox rolls. This is a service that should be supplied by your anilox roll supplier. Setting standards for handling and care of the anilox rolls is paramount. These standards start from when the roll first arrives at your loading dock and continues until the roll needs to be sent out for reconditioning.
The proper tools
A worthwhile investment and a must for any flexo facility is a microscope for the anilox control area. Also, 200x to 300x hand scopes should be available for press operators to use on press. Train pressroom personnel how to use these instruments and you'll find that press downtime will be reduced when an operator can readily identify worn, plugged or damaged anilox cells. This will quicken the troubleshooting process on press when anilox related issues arise. It will also reduce downtime related to color management.
Many times presses are down for color matching when the real issue might be a plugged or worn anilox roll. All rolls should be inspected as soon as they arrive at your facility. The crate should be inspected for any outer damage. The next step is to unpack and inspect the entire anilox roll surface. Make sure that the engraving quality of that roll meets your expectations. Too many times I have seen this step overlooked. Some rolls may not be needed for months, so they get passed over until needed. Keep in mind that a defect found a year after a roll is received makes supplier support difficult.
If you are able to do so, check the TIR (total indicator runout) of the anilox roll. This assures you that there has not been any damage in shipment of that roll. Check all bearing surfaces and be careful when installing bearings. Use the proper tools and never bang on the anilox roll journal. Check all quality certifications that come with the roll at this time. The picture on the quality certification should match the quality of the cell engraving on the roll.
Anilox roll control area
Set up an anilox control area. This is the place where all rolls are logged in once they are received. The personnel responsible for this area should be properly trained, as mentioned above. Some type of standard operating procedure should be put in place that controls what is done with the anilox rolls from the time they are logged in until the time they get distributed to a specific press. Set up a system with the control area and the press operators that will help the flow of aniloxes that come back to the control area. This will be useful in pressrooms that have numerous amounts of anilox rolls. Rolls will come back to be cleaned. Some rolls might be damaged and need to be reconditioned or even taken out of the active inventory. This is usually where the confusion starts. Anilox rolls get taken out of the press and are left all over the pressroom. Have the press operators identify what is wrong with an anilox once they take it out of the press.
Log each roll into your active inventory
All anilox rolls come with the supplier's shop numbers on the header of the roll or sleeves. I recommend that putting your own internal inventory number on the roll will make it easier for you to identify each anilox roll. An inventory list should be generated that includes all anilox rolls by press types. The anilox inventory list should be posted in the anilox control area as well as at each press that relates to that list. When changes are made or when anilox roll audits are performed, make sure that all lists get updated. Show the original volume on this list as well as the audited volume of each roll as time goes on. This gives you an ongoing history of that anilox roll.
Tagging the rolls is another way to easily identify rolls once they are placed in the press.
As long as press personnel keep the proper tags with each roll, your operation will run much smoother and an anilox roll will be easily identified when needed.

Anilox Inventory List

Roll Tag
Color coding
Setting up a color code system for the active anilox rolls is a wise decision. This will eliminate any confusion in a shop with multiple anilox rolls. For instance, all ready-to-use rolls could be coded green. Rolls that come back from the press area that need to be inspected and cleaned could be coded yellow by the press operators. Once inspected and re-evaluated they can be coded green again as long as they meet the criteria for press-ready rolls. All damaged rolls should be coded red, meaning that they should be put aside for future reconditioning.
This all might sound a bit much, but you will see less confusion in the press area when a particular anilox roll is needed. You will know the status of that roll and where that roll is when you need it. Press downtime will be reduced. Press efficiency will go up. Color matching downtime will decrease.
Off-line cleaning systems
Most shops have some type of off-line cleaning system. There are ultrasonic, baking soda, bead blast and other cleaning processes available today. Always operate these systems within the manufacturer's parameters. Set up a documentation system that will track the use of this equipment. Document date, press type, operator, and any other valuable information that might help when needed. The information collected on this documentation may improve the troubleshooting process in the future.
Excessive use of these cleaning systems can cause adverse effects to the anilox roll. They all work well when used within the proper guidelines.
Visual inspection of the anilox roll
Knowing what to look for when making a visual inspection of the roll is an essential part of managing your aniloxs. Pressroom personnel must be properly trained so that they can readily discover whether their rolls are plugged, worn or damaged. When a press operator notices that he is losing color strength or density from a particular anilox, he should send that roll to the anilox control area immediately to be inspected and evaluated. Responding in this way will reduce downtime caused by color matching and anilox related issues. Be proactive, not reactive. Don't wait until the press goes down because of anilox problems. In most cases, anilox plugging is a progressive process and happens gradually. An operator should know how to see this coming before it's too late. Thin walls are good. That is a sign of no wear on an anilox. As the anilox wears the walls widen. Visual microscope inspection will show this. Get a good look at an anilox when it is new in order to get a baseline of the condition of that anilox. Over time the walls will widen.
Using your microscope
Measure the depth of the cell when the anilox is new, if your microscope has a depth measurement gauge. Compare that as time goes on. As the depth decreases the volume also drops off. The depth of the cell also lessens if the roll is plugged with ink. Follow steps below for that scenario.
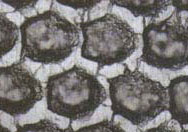
Plugged Cells
The pictures below illustrate exactly what to look for when it comes to plugged anilox rolls, worn aniloxes and what a press ready anilox should look like. If cleaned properly a plugged anilox should gain volume back once it has been cleaned. Visually inspect the roll with your microscope BEFORE and AFTER cleaning. If the cells are clean and the bottoms of the cells show no ink, the roll is ready to go on press. If not, clean again. Be careful if using off line cleaning systems on anilox rolls. Follow manufactures procedures on these products.

Plugged Cells
Plugged/Wide Walls

Clean Cells
Scoring Prevention
Filtering Ink:
Always use filters in the ink train. This will help eliminate any foreign particles that may get into the ink or pumps. Dried ink particles will damage the ceramic surface and possibly cause scoring on the roll. Rare earth magnets are another safety net. Magnets will help catch metallic particles that come from the wearing of doctor blades and other foreign particles. Be sure to use stainless steel, PVC, etc., on any piping. Make sure that the ink chemistry is compatible with the hardware used in the ink train. Using the wrong type of piping can cause corrosion. That corrosion will contaminate the ink train and score your anilox rolls.
Doctor Blade Chambers:
Make sure that the end seals for your chambered doctor blade units are fitted correctly. Undersized seals will cause an operator to over-pressure the chamber in order to prevent leakage. This excessive blade pressure will cause anilox scoring and premature wear of anilox rolls. Using the wrong seal material will force an operator to over pressure the chamber. Use a material that will rebound and properly seal the chamber.
Chamber alignment is another issue that should be checked periodically. Over time, a chamber can warp or just be bumped out of alignment. A chamber that is out of alignment will promote anilox scoring. If you have anilox scoring issues you will need to follow a regimen of steps to eliminate that problem. This is an issue for discussion at a later date.
Doctor blades:
Have the wear angles checked on your doctor blades periodically. A number of issues can be detected by checking blade wear angle. Quality of steel, pressure settings, and blade buckle can be detected under the microscope at that time. The quality of the steel used for doctor blades is also important. See your supplier on this issue. Use the best quality steel that is available.
Setting standards is important in any area of manufacturing as well as in the flexo pressroom. Your anilox inventory is an investment. Taking care of any investment will guarantee that you will get time and use out of that investment. Set these types of standards in all phases of the manufacturing process and you will see that downtime and efficiencies will improve all around your manufacturing area. As pressroom efficiency improves, morale as well will improve.
Frustration levels in the manufacturing environment will also lessen. There is nothing like the sound of a well-oiled machine.