

Part 3 - Ink Spitting
In this article, we revisit an earlier article from 2009, Trouble shooting "Ink Spitting", originally written by Tim Reece, this version includes updates by Catherine Haynes.
UV Ink Spitting
While UV inks continue to increase in popularity over water-based and solvent-based inks due to their outstanding print results, especially in the narrow-web arena, the issues with UV ink spitting seem to persist. In 2009, APR published a Tech Tip article on this very topic and in many regards the industry has not made much more progress toward resolving the issue since then. Many of the same thoughts regarding why it happens and the techniques for trouble-shooting ink spitting are still being pursued.
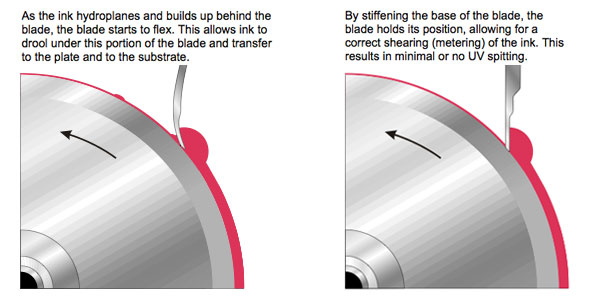
In 2009 we cited the ink viscosity as being the most common explanation for why UV inks spit, where the problem is basically non-existent with water-based and solvent-based inks. The theory is that due to the inherently viscous nature of UV inks (being as much as five times that of other ink types) within the transfer zone of the press, high hydraulic forces are being applied to the doctor blade. The thicker UV ink creates a hydroplaning effect that actually lifts the doctor blade a very small amount and causes "extra" ink to come through under that portion of the blade and transfer to the plate. This excessive ink then prematurely releases from the plate, especially at higher press speeds, and results in what can be a very troublesome print defect. It has also been reported that contamination in the ink or if the ink wasn't ground properly and small amounts of pigment migrate underneath the doctor blade, this can create the opportunity for poor blade metering and an uneven ink film thus leading to potential ink spitting.
These images from Daetwyler illustrate this hydroplaning effect. The stiffer, re-enforced, blade (on the right) is able to better and more consistently meter the ink.
Another possible contributor is the thixotropic properties of the ink. Thixotropic fluids decrease in viscosity over time at a constant shear rate. As UV inks are released from the anilox roll, metered by the doctor blade, and finally transferred to the plate the ink becomes thinner and more likely to spray or spit. Another way to understand this is to think of ketchup (also a thixotropic fluid) in a bottle (a loose correlation I know, but bear with me). Consider this scenario, you have just opened a brand new bottle of ketchup. You turn the bottle over to pour out the ketchup and [not so surprisingly] nothing happens. So you hit the bottle on your palm a couple times (to agitate it). If your timing, bottle tilt angle and agitation are just right, the ketchup gradually flows out and you continue eating your fries happily. However, if you over agitate, hold the bottle at too steep an angle and/or hold the bottle upside down for too long, ketchup uncontrollably "spits" or spews from the bottle, thus ruining your fries. So the question begs how to control this "thinning" of the ink on press. A technique much easier to master with the pouring of ketchup, though I suspect the current squeeze bottle was designed to combat this very issue and thus satisfy the American hunger for condiments.
The key is to reduce the risk of ink spitting without compromising print results. One variable that continues to prove as a key control point for minimizing ink spitting is the doctor blade and metering set up. Pressroom testing has proven that using a thicker blade minimizes UV spitting as the stronger blade better resists the hydroplaning affect and does not allow too much ink to transfer to the anilox roll. However, too thick a blade can contribute to an uneven film thickness that will affect process dots, reverses, small positive type, and bar codes.
While many companies have found ways to minimize the problem such as using a "backer" blade (to back up your doctor blade with another blade), leading blade suppliers have attacked this spitting phenomenon by focusing on specific characteristics of the doctor blade composition. Doctor blade manufacturers such as Esterlam and Daetwyler have developed special materials and blade configurations designed to remain stiffer yet still meter ink uniformly to substantially decrease UV spitting without compromising print results. These specialty doctor blades have been precision-engineered to be thicker at the base (where the blade is installed in the holder) and extend close to the contact metering point but with tips designed to maintain the quality and characteristics of a standard edge. These blades' unique designs allow the thicker ink to meter itself just like it would with a normal doctor blade, but because of the blade's strengthened base, the amount of flex is decreased. Consistent ink-film metering is therefore accomplished while avoiding ink hydroplaning of the blade, substantially lessening UV spitting.
Example Blades for Ink Spitting


It is also important to have the blade metering at the correct angle to ensure an even, consistent wipe. The press ink chamber or ink metering system is designed so the blade makes contact with the anilox at the appropriate metering angle. Usually the target is about a 30° angle. For an enclosed doctor blade chamber this is already set at a predetermined angle. For a reverse-angle doctor blade a 30-35° range is recommended.
Ultimately the operator should set the blade angle to ensure metering is optimized for the given metering system, anilox cylinder and ink type. A general rule of thumb, the steeper the metering angle, the more ink is wiped from the anilox, thus reducing the ink film thickness transferred to the plate. A steeper angle also requires less blade impression, which should improve blade life and reduce anilox wear. So a slightly steeper angle may be optimal for process color printing, while a more shallow angle may help solids and coatings with a thicker ink film thickness.
It is the operators responsiblility to ensure the proper blade is being used, the blade is seated correctly (flat and evenly in the blade holder) and the appropriate amount of impression is applied to sufficiently meter the ink without causing blade lift or damage. A simple visual inspection of the anilox roll as it is being metered is a good way to identify that proper and even impression has been applied. As the blade impression is increased, the anilox should change from a shiny to a more-desirable, dull appearance. Of course, the blade wears throughout the run, so it is something the press operator must consistently monitor and adjust as needed.
For a more indepth explanation, check out this link: UglyFlexo: Doctor Blade Angle & Pressure. I would caution though, that trouble-shooting the blade is still not likely getting to the root cause of the problem. Of course you should optimize the blade specification, set-up and impression regardless of your battles with ink spitting, as this would impact many other factors of the process to include production efficiencies and print quality. If indeed, blade optimization is just a bandage to the problem, then eventually spitting will rear its ugly head once more.
Example of a Chambered Doctor Blade System
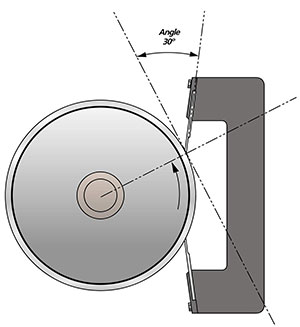
Image from Daetwyler
Now, lets go back to the theory on viscosity. In 2009, conventional wisdom maintained that ink viscosity was an essential factor to consider when faced with ink spitting. I am sure we would all still agree that viscosity is definitely one of the most important variables to ensuring consistent, quality ink release and laydown. It has a direct impact on color, final printability and drying, but does viscosity itself cause ink spitting?
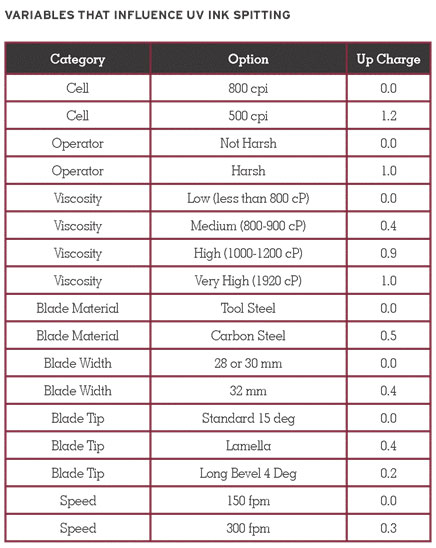
In 2012, an FQC UV Ink Spitting report was published in the February issue of FLEXO. This FQC committee had been formed with the intent to conduct a study to test those variables that have been, for years, commonly attributed to potential causes of ink spitting. The members consisted of representatives from leading ink, anilox and doctor blade manufactures as well as other printers and suppliers to the industry. Multiple press trials were conducted under optimized print conditions in an effort to eliminate the potential influences (from controlled variables) and test the impact of seven independent variables. They specifically analyzed anilox cell volume, press speed, blade pressure, blade width, blade tip, blade material and viscosity. While you can reference this article for a complete summary on their study, what I found most informative was the report from the statisticians.
Ultimately, what we can draw from the 2011 FQC Ink Spitting study is that these variables do have an impact on ink spitting an can certainly be influenced to help lessen or postpone the resulting ink spitting; however, there still does not seem to be a clear correlation of cause and effect with any single variable or combination of variables. Looking at ink viscosity specifically, in all their tests, as viscosity was increased there was no consistent increase to the occurrence or amount of ink spitting. It really depended on the trial. Whether ink spitting did or did not occur, it could not solely be attributed to an increase in ink viscosity.
What does this mean exactly? It means that additional exploration is required to better understand what the unknown causes could be. Based on the findings presented in this article and the feedback from the statisticians that helped assess the FQC results, it seems there is something more going on here than can be attributed to the ink viscosity, cell volume, doctor blade specs and settings or press speed. It may have more to do with something inherent to the UV ink chemistry itself. While UV inks are traditionally considered to be low-maintenance, perhaps they are more fragile than we really understand. If the process or conditions in the pressroom lead to a contamination of the ink due to light, heat and/or lack of oxygen inhibition, there is a potential to prematurely begin the curing process. Could this be a possible root cause that then translates into the gradual accumulation of ink spitting throughout the press run?
For APR's part, we will continue to monitor this topic and we welcome insight from those of you battling this problem today. Meanwhile, UV ink printers are continuing to make tremendous strides in printing high-quality graphics. Regardless of its impact on ink spitting, having the correct doctor blade and doctor blade set up are obviously key factors in achieving consistent high-quality print and increasing productivity. (And, it may very well alleviate ink spitting issues.) It is also essential to maintain close collaboration with your ink, anilox and doctor blade suppliers as they too endeavor to tackle this issue and devise new solutions or processes to resolve UV ink spitting.
Special thanks to Gallus for supplying some images for this article. Select this link to reference additional possible solutions for ink spitting from Gallus.
You can read the entire 3-part series here:
Understanding Common Flexo Print Defects — Part 1 — Ghosting
Understanding Common Flexo Print Defects — Part 2 — Dirty Print
Understanding Common Flexo Print Defects — Part 3 — Ink Spitting
APR Technical Solutions Group
We have formed our Technical Solutions Group to encompass our full range of expertise in all critical areas of the flexo process. This team is made up of industry professionals dedicated to being up to date on new technologies, armed with the last in diagnostic tools, and experienced in problem solving that can achieve sustainable results. The TSG have walked in your shoes, and has felt your pain. For any specific questions please feel free to contact me at 847-922-0134 or